Fermentacja kiszonki
Celem wytwarzania kiszonki jest zachowanie składników odżywczych paszy do karmienia w późniejszym terminie. Osiąga się to poprzez konwersję (przez fermentację) cukrów roślinnych do kwasów organicznych. Uzyskana kwasowość skutecznie „marynuje” paszę.
tekst: Zbigniew Wróblewski
Produkcja wysokiej jakości kiszonki wymaga minimalnej utraty składników odżywczych, pomimo dynamicznego i wrażliwego procesu fermentacji kiszonki. Proces ten jest kontrolowany przez pięć podstawowych czynników:
- zawartość wilgoci w paszy,
- rozdrobnienie,
- wyłączenie powietrza,
- zawartość węglowodanów (cukru) w paszy,
- populacje bakterii, zarówno naturalnie występujące, jak i uzupełniające.
Fazy normalnej fermentacji
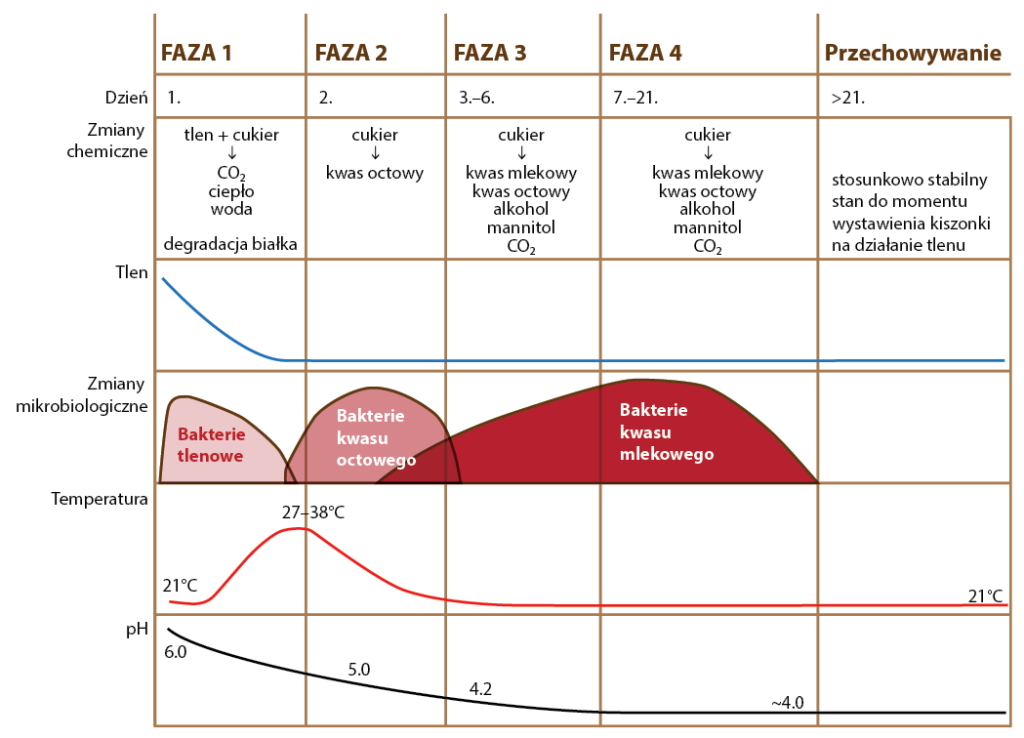
Konwersja świeżej paszy na kiszonkę przebiega przez cztery fazy fermentacji, które zwykle kończą się w ciągu 21 dni od kiszenia (ryc. 1). Piąta faza może wystąpić, jeśli niewłaściwe praktyki produkcji kiszonki powodują jej niepożądaną lub nieprawidłową fermentację.
FAZA 1 – ODDYCHANIE ROŚLIN
Faza oddychania rozpoczyna się, gdy tylko pasza zostanie skoszona. Nazywana jest również fazą tlenową, ponieważ może wystąpić tylko w obecności tlenu. Po cięciu zielone rośliny nadal żyją i oddychają przez kilka godzin (lub dłużej, jeśli są słabo ugniecione). Komórki roślinne w posiekanej masie paszowej nadal pobierają tlen, ponieważ wiele ścian komórkowych jest wciąż nienaruszonych, a enzymy roślinne rozkładające białka (proteazy) nadal działają. W tym samym czasie zaczynają rosnąć bakterie tlenowe naturalnie obecne na łodygach i liściach roślin. Procesy te zużywają łatwo dostępne węglowodany przechowywane w roślinie i wytwarzają dwutlenek węgla, wodę i ciepło.
Cukier + tlen → dwutlenek węgla + woda + ciepło
Ciepło wytwarzane przez bakterie tlenowe powoduje początkowy wzrost temperatury kiszonki; normalna fermentacja powoduje początkowe temperatury nie wyższe niż 6oC od temperatury otoczenia podczas kiszenia.
Faza oddychania trwa zwykle od trzech do pięciu godzin, w zależności od obecnego dopływu tlenu. Z punktu widzenia zarządzania głównym celem jest jak najszybsze wyeliminowanie tlenu i zatrzymanie go na czas przechowywania.
Praktyki, które pomagają szybko wykluczyć powietrze z masy kiszonki, obejmują rozdrabnianie paszy o odpowiedniej długości cząstek, zbieranie przy odpowiedniej wilgotności dla uprawy i struktury przechowywania, odpowiednie pakowanie poprzez równomierne rozprowadzanie i zagęszczanie kiszonki oraz natychmiastowe uszczelnienie struktury przechowywania.
FAZA 2 – PRODUKCJA KWASU OCTOWEGO
Faza ta rozpoczyna się, gdy dopływ tlenu jest wyczerpany, a bakterie beztlenowe, które rosną bez tlenu, zaczynają się rozmnażać. Bakterie kwasu octowego rozpoczynają proces „marynowania” kiszonki poprzez przekształcanie węglowodanów roślinnych w kwas octowy. Zakwasza to masę paszową, obniżając pH w zielonce z około 6,0 do około 5,0. Niższe pH powoduje spadek liczebności bakterii kwasu octowego, ponieważ nie tolerują one kwaśnego środowiska. Wczesny spadek pH ogranicza również aktywność enzymów roślinnych rozkładających białka. Ta faza procesu fermentacji trwa od jednego do dwóch dni i łączy się w fazę trzecią.
FAZA 3 – ROZPOCZĘCIE PRODUKCJI KWASU MLEKOWEGO
Trzecia faza procesu fermentacji rozpoczyna się, gdy liczba bakterii wytwarzających kwas octowy zaczyna spadać. Zwiększona kwasowość masy paszowej zwiększa wzrost i rozwój bakterii wytwarzających kwas mlekowy, które przekształcają węglowodany roślinne w kwasy mlekowy i octowy, etanol, mannitol i dwutlenek węgla. Bakterie homomlektyczne są preferowane, ponieważ mogą przekształcać cukry roślinne wyłącznie w kwas mlekowy. Szczepy bakterii z tej grupy rosną w warunkach beztlenowych i wymagają niskiego pH.
FAZA 4 – SZCZYTOWA PRODUKCJA I MAGAZYNOWANIE KWASU MLEKOWEGO
Czwartym i najdłuższym etapem procesu fermentacji jest kontynuacja fazy trzeciej; produkcja kwasu mlekowego trwa i osiąga szczyt w tym czasie. Faza czwarta będzie kontynuowana przez około dwa tygodnie lub do momentu, gdy kwasowość masy paszowej będzie wystarczająco niska, aby ograniczyć cały wzrost bakterii, w tym bakterii kwasu mlekowego tolerujących kwasy. Masa kiszonki jest stabilna w ciągu około 21 dni, a fermentacja ustaje, jeśli powietrze zewnętrzne zostanie wyłączone z kiszonki. Jednak niewłaściwe praktyki kiszenia spowodują niepożądaną kontynuację procesu.
Jeśli kiszonka została poddana odpowiedniej fermentacji, oczekiwane pH będzie wynosić od 3,5 do 4,5 dla kiszonki z kukurydzy i od 4,0 do 5,5 dla sianokiszonki, w zależności od wilgotności paszy. Pozostała część fazy czwartej to faza przechowywania materiału.
Ogólnie rzecz biorąc, brak tlenu zapobiega rozwojowi drożdży i pleśni, a niskie pH ogranicza wzrost bakterii podczas przechowywania.
Niepożądana fermentacja
Pamiętaj, że kiszonka jest częścią dynamicznego biosystemu, w którym właściwa fermentacja jest delikatnie zrównoważona, oparta na wykluczeniu tlenu, dostępności rozpuszczalnych w wodzie węglowodanów, zawartości wilgoci w masie upraw oraz populacji drobnoustrojów i grzybów obecnych na uprawie. Czynniki te wpływają na szybkość lub zakres fermentacji oraz wartość odżywczą kiszonki.
Nadmiar tlenu
Obecność tlenu w masie paszowej zwiększa szybkość, z jaką węglowodany roślinne są przekształcane w ciepło i dwutlenek węgla. Prowadzi to do wysokich strat dostępnych składników odżywczych i energii, ponieważ utraconych węglowodanów nie można wykorzystać do wytworzenia kwasu mlekowego. Oddychanie zazwyczaj zwiększa neutralne włókno detergentu (NDF) i kwaśne włókno detergentowe (ADF) oraz zmniejsza energię netto do laktacji (NEL) kiszonki. Zmiany te obniżają jakość paszy.
Oddychanie nie tylko wyczerpuje cukry roślinne, ale wytwarzane ciepło może ograniczyć aktywność bakterii kwasu mlekowego i spowodować wiązanie białka z ligniną. Idealna temperatura dla aktywności bakterii wytwarzających kwas wynosi około 26–38°C. Nadmiar tlenu uwięzionego w masie paszowej spowoduje wzrost temperatury początkowej znacznie powyżej 38°C i ograniczy produkcję kwasu mlekowego. Ponadto nadmierne ogrzewanie sprzyja rozwojowi niepożądanych bakterii fermentacyjnych, drożdży i pleśni.
Ogrzewanie wkrótce po kiszeniu może również prowadzić do brązowienia Maillarda, co obniża jakość i strawność białka. Białka podczas brązowienia łączą się z cukrami roślinnymi, tworząc brązowy związek podobny do ligniny. Zwiększa to poziom związanego białka i ADF w kiszonce. Pasze o zawartości wilgoci od 20% do 50% są najbardziej podatne na brązowienie. Brązowienie Maillarda wytwarza również ciepło, które może zwiększyć temperaturę kiszonki do punktu samozapłonu.
Wreszcie, nadmiar tlenu i wynikające z tego wysokie temperatury kiszonki zwiększają szybkość, z jaką proteazy przekształcają surowe białko w rozpuszczalne białko (amoniak, azotany, azotyny, wolne aminokwasy, aminy, amidy i peptydy). Wysoki poziom rozpuszczalnego białka w paszach może powodować zaburzenia równowagi w żwaczu, jeśli racja nie jest odpowiednio zrównoważona dla białka ulegającego degradacji i niepodlegającego degradacji.
Niski poziom cukru roślinnego
Produkcja kwasu, zwłaszcza kwasu mlekowego, jest najważniejszą zmianą w procesie fermentacji. Jeśli pH nie zostanie szybko obniżone we wczesnych stadiach fermentacji, niepożądane bakterie i drożdże będą konkurować z bakteriami kwasu mlekowego i zmniejszać prawdopodobieństwo szybkiego osiągnięcia stabilnego stanu. Z tego powodu wiele aspektów zarządzania kiszonką koncentruje się na szybkim obniżaniu pH, aby zachęcić do proliferacji bakterii kwasu mlekowego.
Aby wyprodukować kwas mlekowy, bakterie muszą mieć dostęp do cukrów, a jeśli cukry zostaną wyczerpane podczas fermentacji, produkcja kwasu mlekowego ustanie. Może to spowodować, że końcowe pH będzie zbyt wysokie, aby ograniczyć wzrost psujących się organizmów. Dwa czynniki dyktują ilość cukru potrzebną do maksymalnej fermentacji: woda i gatunki roślin uprawnych.
W mokrej paszy potrzebne jest niższe pH, aby zapobiec niepożądanemu rozwojowi bakterii. Oznacza to, że do konwersji na kwas niezbędna jest większa ilość cukru. Rośliny strączkowe mają naturalną zdolność buforowania i wymagają więcej kwasu, aby osiągnąć niskie pH, niż trawy lub kukurydza. Połączenie niskiej zawartości cukru podczas zbioru i wysokiej zdolności buforowania oznacza, że lucerna jest szczególnie podatna na niepełną fermentację. Poziomy cukru roślinnego wymagane do maksymalnej fermentacji różnych upraw przedstawiono w tabeli 1.
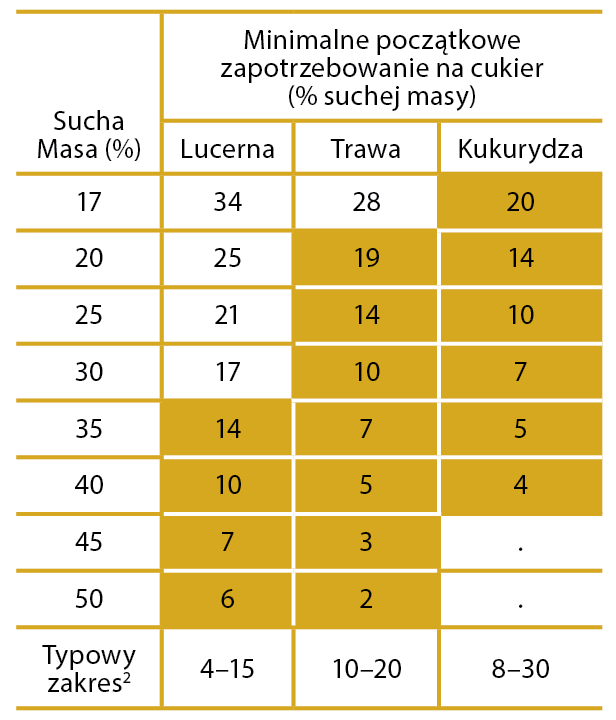
1) Pola wskazują zakres suchej masy, w którym typowa zawartość cukru jest wystarczająca do maksymalnej fermentacji.
2) Zawartość cukru oczekiwana podczas zbiorów.
FAZA 5 – PRODUKCJA KWASU MASŁOWEGO
Pod warunkiem że kiszona pasza zawiera odpowiednią podaż łatwo dostępnych węglowodanów, fermentacja w silosie nie przejdzie do fazy piątej, gdy przestrzegane są właściwe praktyki produkcyjne. Faza ta obejmuje produkcję kwasu masłowego i innych niepożądanych produktów, takich jak amoniak i białka zwane aminami. Gatunki Clostridium są najczęstszymi bakteriami wytwarzającymi kwas masłowy odpowiedzialnymi za tę niepożądaną fermentację.
Clostridium to bakterie tworzące zarodniki, które normalnie żyją w oborniku i glebie i mogą rosnąć w kiszonce, gdy nie ma tlenu. Zazwyczaj rozmnażają się w kiszonce po tym, jak większość bakterii kwasu octowego i mlekowego przestaje rosnąć. Bakterie te zużywają białka roślinne i wszelkie pozostałe węglowodany lub cukry, a także kwasy octowe, mlekowe i inne kwasy organiczne powstałe w poprzednich etapach fermentacji. Kwas masłowy jest kwaśno pachnącym, niskoenergetycznym kwasem, który ma tendencję do zmniejszania spożycia paszy. Dlatego wzrost Clostridium zwiększa straty strawnej suchej masy i wytwarza kwaśno pachnącą kiszonkę o niskiej wartości odżywczej i ograniczonej smakowitości.
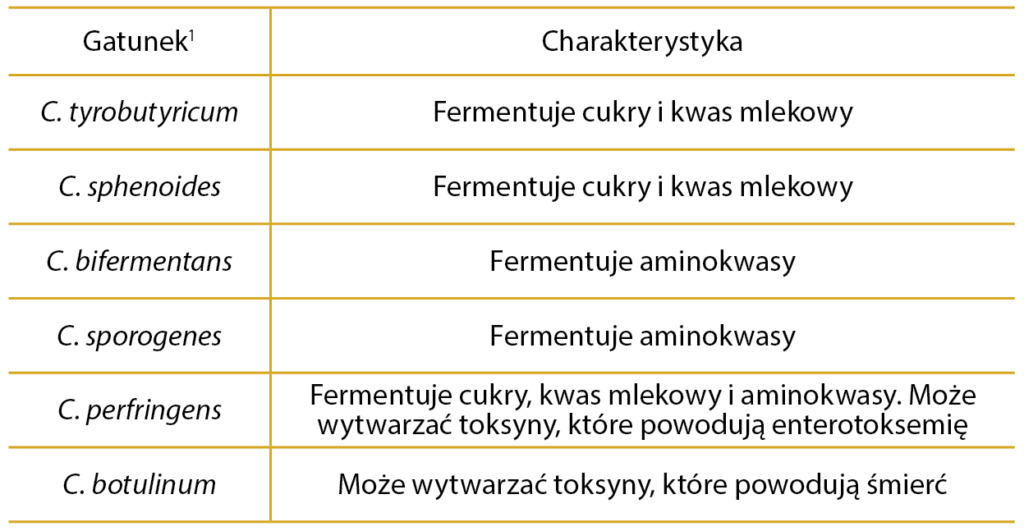
Źródło: Pitt, 1990, Konserwacja kiszonki, NRAES-5.; 1) C. wskazuje Clostridium
Różne gatunki Clostridium mają różny wpływ na fermentację (tab. 2). Niektóre fermentują kwas mlekowy i cukry w celu wytworzenia kwasu masłowego, gazowego dwutlenku węgla i wodoru, podczas gdy inne mogą fermentować wolne aminokwasy do kwasu octowego i amoniaku. Związki te podnoszą pH kiszonki.
Cukier → kwas masłowy + dwutlenek węgla + wodo-gazowy kwas mlekowy → kwas masłowy + dwutlenek węgla + aminokwasy wodorowe (alanina + glicyna) + woda → kwas octowy + amoniak
Wiele innych niebiałkowych związków azotu powstaje, gdy Clostridium rozkładają białka roślinne, a niektóre, w tym putrescyna i karawaryna, mają szczególnie nieprzyjemne zapachy. Wszystkie te związki redukują suchą masę i energię kiszonki oraz przyczyniają się do nieprzyjemnego zapachu słabo sfermentowanej kiszonki.
Zawartość suchej masy mniejsza niż 28–30% i niski początkowy poziom węglowodanów wzmagają etap piąty procesu fermentacji. Rośliny strączkowe, takie jak lucerna, zawierają stosunkowo niski poziom węglowodanów w porównaniu z kiszonką kukurydzianą i wymagają więdnięcia w celu zwiększenia stężenia węglowodanów i zwiększenia zawartości suchej masy w zielonce do zakiszenia.
Wysoki poziom rozpuszczalnych w wodzie węglowodanów w kiszonce kukurydzianej na ogół powoduje szybki spadek pH, który hamuje wzrost Clostridium. Najlepszymi działaniami zapobiegawczymi w celu uniknięcia fermentacji clostridialnej jest suszenie paszy do co najmniej 30% suchej masy lub stosowanie dodatków do zakiszania, jeśli sucha masa paszy jest niższa niż 30%. Ponadto pozostawienie czasu od 21 do 28 dni między rozrzucaniem obornika a zbiorem kiszonki może pomóc zmniejszyć liczbę Clostridium obecnych w paszy w czasie kiszenia.
Charakterystyka kiszonki, która została poddana fermentacji Clostridium, obejmuje pH powyżej 5, wysoki poziom amoniaku i azotu, więcej kwasu masłowego niż kwasu mlekowego oraz silny, nieprzyjemny zapach. Niektóre Clostridium mogą wytwarzać toksyny, w tym te, które powodują enterotoksemię. Krowy karmione tą kiszonką zazwyczaj jedzą mniej lub całkowicie odchodzą od paszy, produkują mniej mleka i częściej występują u nich choroby metaboliczne, takie jak ketoza lub przemieszczony trawieniec.
Oddychanie rośliny trwa po ścięciu, aż cały tlen zostanie usunięty z silosu. Dlatego im dłużej ścięte pasze leżą na polu, tym większe będą straty oddechowe. Gdy pasza jest dodawana do silosu, ciężar materiału wypycha tlen z masy paszowej. Jak wspomniano wcześniej, tlen uwięziony w masie paszowej spowoduje nadmierne ogrzewanie, co może zmniejszyć strawność białka w paszy. Ponadto szybki zbiór zapewnia, że większość paszy ma odpowiednią suchą masę i dojrzałość. Jeśli zbiory rozciągają się w czasie, zawartość składników odżywczych i suchej masy może się drastycznie zmienić. Uszkodzenia cieplne można zminimalizować, unikając zawartości suchej masy poniżej 30% i więcej niż 60%.









